|
Register or Log In To remove these advertisements. |
|
|
|
|||||||
 |
|
|
Thread Tools | Display Modes |
 05-30-2017, 10:17 AM
05-30-2017, 10:17 AM
|
#1 |
|
Registered User
Join Date: Apr 2009
Location: Lowell AR
Posts: 360
|
Auto body question about long welded seams
On those long welded seams like when bed sides are spliced together then covered with some body filler. I have always noticed in a few years you can see the seam in the paint. Is this something others have noticed?
__________________
http://67-72chevytrucks.com/vboard/s...d.php?t=698292 |
|

|
|
05-30-2017, 11:14 AM
|
#2 |
|
Senior Member
 Join Date: Mar 2000
Location: Saskatoon,SK,Canada
Posts: 2,476
|
Re: Auto body question about long welded seams
That is likely because the seam has pinholes in the weld letting the filler absorb moisture from the back side and it swells. A good joint that is properly finished and is close to the correct contour requiring minimal filler should not ever become noticable. It's adviseable to use an epoxy primer over the seam or a base coat of filler that can not absorb moisture like all metal filler or better yet both. Always make sure the weld is as close to pinhole free as possible.
__________________
Saskatoon, Saskatchewan Canada |
|
|
|
|
05-30-2017, 11:33 AM
|
#3 |
|
Senior Member
Join Date: Jun 2002
Location: Murray, Kentucky
Posts: 3,361
|
Re: Auto body question about long welded seams
I've noticed riveted in panels and lap joint panels before, but a fully welded butt-joint that is properly prepared should never show.
__________________
Roger '68 Short step - https://67-72chevytrucks.com/vboard/...d.php?t=849675 '69 ('70?) 2wd Blazer '70 GMC Jimmy 2wd Last edited by raggedjim; 05-30-2017 at 08:40 PM. |
|
|
|
|
05-30-2017, 12:12 PM
|
#4 |
|
Registered User
Join Date: Apr 2009
Location: Lowell AR
Posts: 360
|
Re: Auto body question about long welded seams
I have noticed when I go to a car show and someone has welded the gas filler hole in the cab I can see the whole ring as a ghost line in the paint.
__________________
http://67-72chevytrucks.com/vboard/s...d.php?t=698292 |
|
|
|
|
05-30-2017, 09:41 PM
|
#5 |
|
Registered User
Join Date: Feb 2013
Location: Spring Hill, Florida
Posts: 465
|
Re: Auto body question about long welded seams
I have had a couple of old school body guys tell me that a welded panel will ghost no matter what you do to some extent, the difference in the hardness and thickness of the weld and the surrounding sheet metal will move at different rates. it may be fine in the garage but let it sit in the sun and it will show up,once it is up to temp or back in the garage it will be fine again. I doubt I did a good enough job on my doors that this will be a concern, but once i start down the road of paint and body I will find out. There is a first time for everything right? Ill be happy just to have doors with bottoms in them.
supposedly the best way to weld a panel is to torch weld it... lower temp and softer weld line that moves closer to the same rate as the surrounding steel. |
|
|
|
|
06-01-2017, 07:40 PM
|
#6 |
|
Lost amongst the CORN
Join Date: Nov 2002
Location: Northern Iowa
Posts: 1,072
|
Re: Auto body question about long welded seams
If the joint was lap weld it will ghost. If it was flange welded it will ghost. If you used adhesive bonding it will ghost. A butt weld with 100% penetration will NOT ghost.
You see ghost lines because the doubled up metal thickness expand and contract at different rates. Here's a hand built 1940 Ford out of Aluminum. If I remember right, the hood alone has 40 some pieces welded together. No ghosting in that guy's work I can guarantee that!   
__________________
Currently working on How To Videos and custom metal 70 Chevelle gettin Sliced and Diced Anything But STOCK 70 Chevelle SS455 not a typo its a BUICK BABY 49 and 72 Chevy Trucks restored to original...close to it Drommer Stor....Norwegian for Dream Big http://s969.photobucket.com/albums/a...lle/?start=all https://www.flickr.com/photos/47922830@N03/ Pictures of my work and projects Last edited by sevt_chevelle; 06-01-2017 at 07:54 PM. |
|
|
|
|
06-02-2017, 10:27 AM
|
#7 | |
|
Registered User
Join Date: Nov 2014
Location: Bigfork, Montana
Posts: 1,137
|
Re: Auto body question about long welded seams
Quote:
Last edited by B. W.; 06-02-2017 at 10:43 AM. |
|
|
|
|
|
06-02-2017, 01:23 PM
|
#8 |
|
Registered User
Join Date: Dec 2000
Location: Boise, Idaho
Posts: 6,001
|
Re: Auto body question about long welded seams
My thing is this, Eric (sevt_chevelle) is right, it "can" be done. But here is the thing, to get a perfect butt weld that isn't going to ghost isn't easy, so what are the alternatives? I am with Mr. Handy on this one, it's going to happen if you finish off a weld without a little filler over it to keep it hidden.
The HUGE difference is the average guy is going to be welding with a MIG. Those perfect butt welds described are done with a TIG or even gas welding. That is a WHOLE DIFFERENT ANIMAL. The MIG weld is much harder, heating and cooling much faster making the metal hard. You can do a beautiful butt weld with the MIG grinding it down nice and end up with "different" metal right along that weld, that is all there is to it, it is different right at that weld and is much harder. It will expand and contract different. If you don't have a little filler over it to keep it buried it will show in most cases. I know this isn't "right" and what Eric said is the "right" way, but I am just keeping it real here, most of us aren't going to be able to do that perfect butt weld with a TIG or gas and we have to look at the "bestest" way sometimes, the "best" way is often out of many of our skill and tool levels. Brian
__________________
1948 Chevy pickup Chopped, Sectioned, 1953 Corvette 235 powered. Once was even 401 Buick mid engined with the carburetor right between the seats! Bought with paper route money in 1973 when I was 15. "Fan of most anything that moves human beings" |
|
|
|
|
06-02-2017, 09:07 PM
|
#9 |
|
Lost amongst the CORN
Join Date: Nov 2002
Location: Northern Iowa
Posts: 1,072
|
Re: Auto body question about long welded seams
The thing is, that I look at it this way. One can spend their time on one end or the other end You can spend extra time doing prep work getting a nice tight zero gap butt weld, and spend less time welding, less time grinding and less time chasing warpage issues. Or one can spend less time doing prep work but more time doing welding, grinding, etc.
Hobby guys, hell even a lot of pro's fail to understand if you spend more time doing the initial fitment you spend less time on the back end. Typically, when you spend extra time on the prep process you achieve better end results. It's just not with welding it's with repairing dents, applying paint, among other tasks. I remember one day I was doing some dent repair, had my slap hammer out, damage all inked up and blocked to highlight the problem areas and the shrinking disc laying next to me. One of the other guys in the shop walked up with a condescending little chuckle said "he doesn't get paid to metal finish". The thing is, I would spend my time working the metal and would get most repairs done with nothing but a thin skim coat of glazing putty. But this guy who was the "best dam tech in town" only in his mind, spent his time rather then working the metal working filler. The best might be hard to achieve because of skills and tools, but achieving better is most often nothing more then plain ole effort.
__________________
Currently working on How To Videos and custom metal 70 Chevelle gettin Sliced and Diced Anything But STOCK 70 Chevelle SS455 not a typo its a BUICK BABY 49 and 72 Chevy Trucks restored to original...close to it Drommer Stor....Norwegian for Dream Big http://s969.photobucket.com/albums/a...lle/?start=all https://www.flickr.com/photos/47922830@N03/ Pictures of my work and projects |
|
|
|
|
06-02-2017, 09:26 PM
|
#10 |
|
Registered User
Join Date: Dec 2000
Location: Boise, Idaho
Posts: 6,001
|
Re: Auto body question about long welded seams
Very well said Eric.
Brian
__________________
1948 Chevy pickup Chopped, Sectioned, 1953 Corvette 235 powered. Once was even 401 Buick mid engined with the carburetor right between the seats! Bought with paper route money in 1973 when I was 15. "Fan of most anything that moves human beings" |
|
|
|
|
06-04-2017, 11:43 AM
|
#11 |
|
Registered User
Join Date: Aug 2015
Location: Starbase 4
Posts: 118
|
Re: Auto body question about long welded seams
I looked at a car I patched 30 years ago. No home M.I.G. or T.I.G. back then. The patches were cut to size and fitted with no gaps and then gaswelded. Lead filler, Primer and Lacquer over it. Car has been in a field for 20 years or so. Even though the patches have rusted thru, the seams don't show.
__________________
2006 Sierra RCSB V6 5 Speed RWD. |
|
|
|
|
06-21-2017, 11:58 AM
|
#12 |
|
Registered User
Join Date: Sep 2015
Location: Scranton, SC
Posts: 248
|
Re: Auto body question about long welded seams
Let's say someone wanted to practice gas welding these body panels in anticipation of doing it for real at some point. Does anyone have any advice on filler rod material and size for these thickness panels?
|
|
|
|
|
06-21-2017, 01:06 PM
|
#13 | |
|
Registered User
Join Date: Dec 2000
Location: Boise, Idaho
Posts: 6,001
|
Re: Auto body question about long welded seams
Quote:
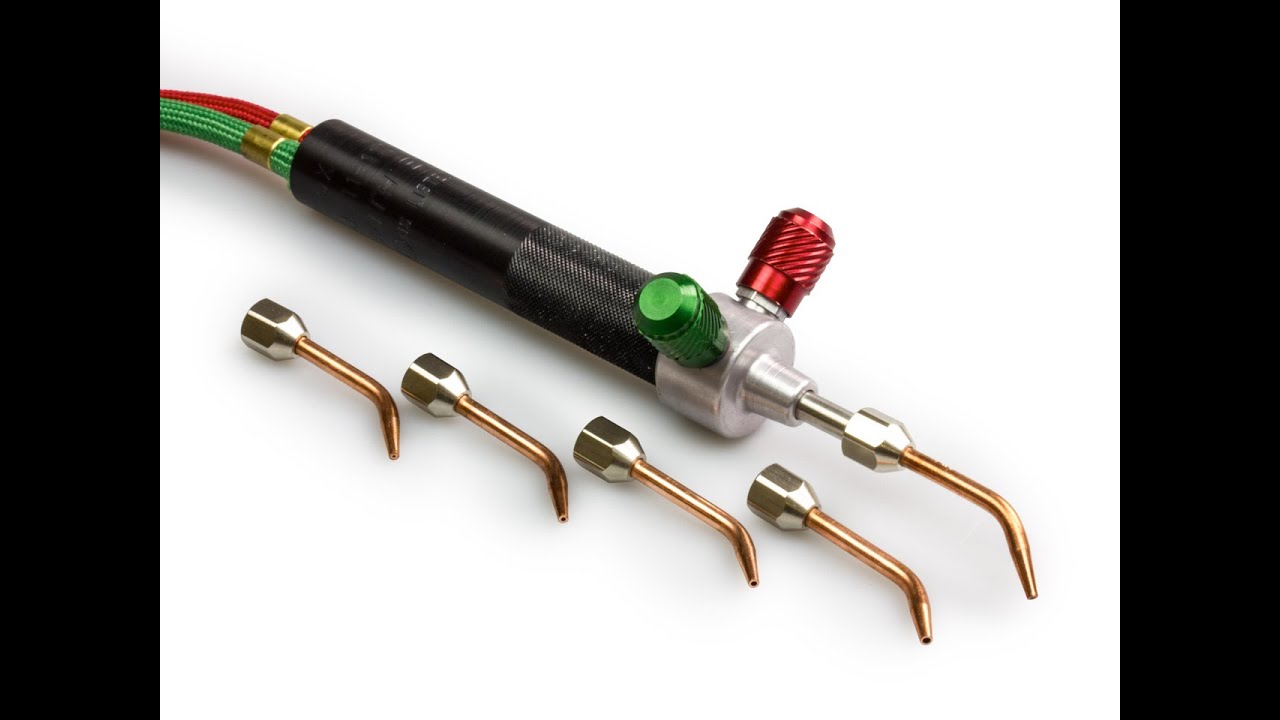
 Basics of Basics Butt welding panels By Brian Martin Butt welds are literally making two parts ONE, whereas a flange is sort of making it one. Let me put it this way, a highly skilled metal man can but weld two pieces together metal finishing both sides and you couldnt tell its been welded on the front OR the back! It is truly making it ONE piece. The flange welded seam is as the factory would do in most cases, its done on a rear roof pillar of most GM cars in the sixties for instance, then covered with lead. But done the middle of a panel is asking for trouble. It will likely show because you have made that area stronger. The metal around it moves a little through bumps or whatever and that area doesnt, thus you end up with ghost lines. At least that is how I see it, I could be wrong. Or its a combination of a few factors. However flange type welds are a good way to go depending on the location, your expectations of the job, the time you have, and your skills. One thing I do have to say the added flange as a point for rust is something you dont have to think about in my opinion. The car or truck, every single one of them made in the last 100 years are entirely held together with a lap weld of some sort, pinch, flange, something. Think about it, what is one more in the body that has 50 of them? That all being said, the flange or butt weld with backing which was once the industry standard in collision repair is fading away as the norm. A number of car companies have changed and now do not recommend it and want you to butt weld everything non-structural, and some structural too. So after years of using this industry standard I went to a Toyota school for repairs on their cars and was blown away seeing they wanted us to butt weld a 22 gauge quarter! HUH? Are you kidding me! I came back from that class and started doing it right away, it was no big deal and I was blown away at how easy it was, once I was forced to and just frigging did it instead of saying it couldnt be done. This is with a MIG welder. Now as far as a gap at the butt that people will often recommend that I have found to be wrong. I think it comes from the welding class at school where they taught to bevel the edge on thicker metal to get the correct penetration or something, I am not sure but no gap is better than a gap. I first got a whiff of this when I picked up a little book on butt welding from Ron Covell a leading metal master in the industry. Ron Covell Creative Metalworking Workshops In this book (which was actually written by someone else) he did a little test where he welded a few butt welds with no gap, then with varying gaps and measure with a micrometer how much it shrank, and yes, the larger the gap the more it shrank! The shrinking causes the warping you get when you weld sheetmetal. Its not the heat that causes warp, its the cooling after its heated, where it shrinks back, only it shrinks more than before it was heated! So after not using a torch to weld for about 30 years I have found myself reliving my first years doing this work and loving it. I put on my old albums from my childhood on a record player out in the garage and work on my truck to Santa and Steppenwolf. This came about due to a new co-worker of mine. He came to the shop after working at a restoration/hotrod shop and is a hell of a fabricator. When I told him what I was chopping the top on my truck he said Please dont tell me you are going to use a MIG on that. I sheepishly said I was planning on it. He responded that he didnt have anything to talk about then and walked away. LOL Come on I said asking him what he is talking about. He said I must TIG or gas weld it if I want to do it right. So I started talking to him about the subject of welding and warping and learned a LOT. He told me stuff that frankly sounded like he was out of his mind, come on, it was like he never welded in his life and he was making it up. That is how crazy some of what he said was to me, it was one of those You dont know what you dont know facts. Right off the bat he said that you want no gap, ok, I got that, and you will weld it without any filler rod! Oh come on! When I told him I had a Jewelers torch that is all he had to hear, yep, I would be welding it (at least some of it) without any filler rod. Where I did use some, it would be .023 MIG wire. Jewelers torch link Propane & Mapp Torch Kits | MSCDirect.com Ok, so I would be welding without rod, that was the first shocker, the next one made that look like nothing. The next tip he had for me would flip me on my head. This would be to weld in one continuous weld without stopping! Yep, weld the seam across the roof without stopping! Now this went against everything I had ever understood about welding sheetmetal. From when I chopped my first top on the my truck in 1974 I was taught by the old timers in a Rod & Custom magazine to lay a short weld, then planish it with a hammer and dolly until cool, then weld another short bead and do the same until the whole thing is welded. Skipping around was recommended, so that you dont heat it too much in one area. This is what I learned years ago and watched every bodyman I worked with doing it the same way. But after he explained it a few dozen times, in four different languages, with pencil illustrations, I was starting to believe him. It started to make sense, you keep the HAZ (Heat Affected Zone) uniform allowing for the metal to cool evenly, and thus not causing warpage! I get it, I get it! I started looking at it like this and started practicing the method of welding with my gas torch using zero gap in the panel, fusion welding without any rod and weld it with one continuous bead. And I am blown away that this works amazing well. Below is an example of tacking a part in using this method. Another interesting tip he game me was to not worry about getting it perfectly clamped in all flush like its finished. As long as it CAN fit, that you have to make sure. But when you weld it, you only need it perfect in literally one spot, you tack it, then align another spot where it is perfectly flush, and tack it, then align another spot, then tack it. Once its all tacked you planish it flat and you are ready to weld the whole thing .in one bead! I use to set it up so perfect and this is a total waste of time using this method, I cant tell you how shocked I was when I started doing this, it was like I was bending metal with my mind! No filler rod welding, click on the photo or the link below it. Here is my first example of welding without stopping, no filler rod except on a few holes where I blew through tacking it. Check out the HAZ and how uniform it is. Doing it the old way welding here and there and skipping around and planishing each weld that HAZ would like links of a chain. This area was down about an eighth inch in the middle, I planished the welds and brought it right up.
__________________
1948 Chevy pickup Chopped, Sectioned, 1953 Corvette 235 powered. Once was even 401 Buick mid engined with the carburetor right between the seats! Bought with paper route money in 1973 when I was 15. "Fan of most anything that moves human beings" |
|
|
|
|
|
06-21-2017, 01:08 PM
|
#14 |
|
Registered User
Join Date: Dec 2000
Location: Boise, Idaho
Posts: 6,001
|
Re: Auto body question about long welded seams
A little more....When I welded in the past and ended up with warpage away from the weld I would go out there and start working that big low spot. WTH? Why in the living hell would you work out there, what CAUSED IT to warp out there didn’t happen out there! It’s not like you hit it with a hammer out in the middle of the roof for goodness sakes. So why would we work out there? What caused it is the weld, so that is what you need to work, usually you just need to planish it thinning out that metal that has “gathered” as it cools (which is exactly what is happening) to correct the warped low spot out away from the weld.
Anyway, I cant stress enough, I am NOT a “tinman” metal master so things I have said are simply what I have learned to work and I am open to any suggestions. After learning what I have learned from my co-worker after all the years I have done this stuff, you darn tootin I want to hear any tips you have. And the suggestions given are for working with a gas or TIG welder not so much MIG. The MIG welds are so hard that planishing them is unrealistic. You can grind them down carefully and then planish, but again, the weld is SOOOOO hard that you just can’t do it like with the gas or TIG. You can butt weld smaller areas like a rocker or something MIG welding, where you won’t need to planish it though. Brian
__________________
1948 Chevy pickup Chopped, Sectioned, 1953 Corvette 235 powered. Once was even 401 Buick mid engined with the carburetor right between the seats! Bought with paper route money in 1973 when I was 15. "Fan of most anything that moves human beings" |
|
|
|
|
06-21-2017, 01:12 PM
|
#15 |
|
Registered User
Join Date: Dec 2000
Location: Boise, Idaho
Posts: 6,001
|
Re: Auto body question about long welded seams
__________________
1948 Chevy pickup Chopped, Sectioned, 1953 Corvette 235 powered. Once was even 401 Buick mid engined with the carburetor right between the seats! Bought with paper route money in 1973 when I was 15. "Fan of most anything that moves human beings" |
|
|
|
|
06-21-2017, 05:59 PM
|
#16 |
|
Lost amongst the CORN
Join Date: Nov 2002
Location: Northern Iowa
Posts: 1,072
|
Re: Auto body question about long welded seams
Lots of guys use plain old .023 MIG wire and some use .023 TIG wire. The difference is that the TIG isn't floppy, I use TIG wire.
You can also use the MIg wire, hold one end with some pliers place the other end in a drill and give a few spins. This will make the wire straight and easier to use. David Gardner is a master metalmen, he also sells a very nice DVD that show gas welding. A small clip of the DVD https://www.youtube.com/watch?v=IGElSHzm0q8
__________________
Currently working on How To Videos and custom metal 70 Chevelle gettin Sliced and Diced Anything But STOCK 70 Chevelle SS455 not a typo its a BUICK BABY 49 and 72 Chevy Trucks restored to original...close to it Drommer Stor....Norwegian for Dream Big http://s969.photobucket.com/albums/a...lle/?start=all https://www.flickr.com/photos/47922830@N03/ Pictures of my work and projects |
|
|
|
|
06-21-2017, 06:08 PM
|
#17 | |
|
Registered User
Join Date: Dec 2000
Location: Boise, Idaho
Posts: 6,001
|
Re: Auto body question about long welded seams
Quote:
What I do is run the MIG wire on a drill through a piece of brake line in the vice. But if I didn't have to do that, it would be nice. Brian
__________________
1948 Chevy pickup Chopped, Sectioned, 1953 Corvette 235 powered. Once was even 401 Buick mid engined with the carburetor right between the seats! Bought with paper route money in 1973 when I was 15. "Fan of most anything that moves human beings" |
|
|
|
|
|
06-21-2017, 06:54 PM
|
#18 |
|
meowMEOWmeowMEOW
Join Date: Sep 2009
Location: MKE WI
Posts: 7,128
|
Re: Auto body question about long welded seams
There are a few different "options" available to the tig crowd in terms of wire, but something like an ER70s will function the same whether its in Tig filler rod or MIG wire.
Tig rods also can come MUCH thicker, where most of your common Mig's are going to stop around 35. I've done Tig with thin MIG wires for welding really thin stuff, but never tried it on body panels.
__________________
'66 Short Step / SD Tuned / Big Cam LQ4 / Backhalfed /Built 4l80e / #REBUILDEVERYTHING  |
|
|
|
|
06-21-2017, 07:39 PM
|
#19 |
|
Registered User
Join Date: Sep 2015
Location: Scranton, SC
Posts: 248
|
Re: Auto body question about long welded seams
Good info Brian. I happen to have a torch rig like that that I use for silver soldering copper AC lines. I plan to practice this some and see how difficult it is. It all makes perfect sense but it does go against convention. Thanks for the info on rod materials as well guys.
|
|
|
|
|
06-21-2017, 09:15 PM
|
#20 |
|
Lost amongst the CORN
Join Date: Nov 2002
Location: Northern Iowa
Posts: 1,072
|
Re: Auto body question about long welded seams
Brian, I had to go out to the shop and double check, but the sticker info is long gone. Anyways, I wire I have now is .035 thick and I know for a fact it is the more desirable 7 series of wire vs the 6 series which is found in MIG wire.
If the wire is the same I don't know, some guys on the metal meet/Allmetalshaping claim they can tell the difference some can't. I know there is some .023 Tig wire out there I've used it at several of the Metal Meets I've gone too.
__________________
Currently working on How To Videos and custom metal 70 Chevelle gettin Sliced and Diced Anything But STOCK 70 Chevelle SS455 not a typo its a BUICK BABY 49 and 72 Chevy Trucks restored to original...close to it Drommer Stor....Norwegian for Dream Big http://s969.photobucket.com/albums/a...lle/?start=all https://www.flickr.com/photos/47922830@N03/ Pictures of my work and projects |
|
|
|
|
06-21-2017, 10:22 PM
|
#21 |
|
Registered User
Join Date: Dec 2000
Location: Boise, Idaho
Posts: 6,001
|
Re: Auto body question about long welded seams
Cool, thanks Eric.
Brian
__________________
1948 Chevy pickup Chopped, Sectioned, 1953 Corvette 235 powered. Once was even 401 Buick mid engined with the carburetor right between the seats! Bought with paper route money in 1973 when I was 15. "Fan of most anything that moves human beings" |
|
|
|
|
| Bookmarks |
|
|



 \\ MY YOUTUBE CHANNEL
\\ MY YOUTUBE CHANNEL



 Linear Mode
Linear Mode

